Printing Line Upgrade
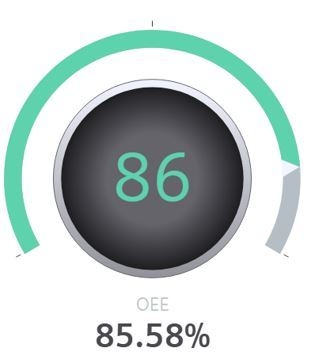
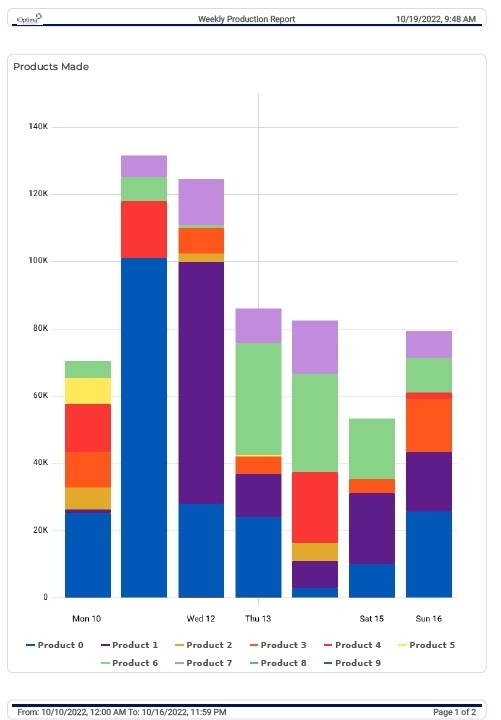
Our new digital cloud-based services platform can be used worldwide. The software means Optima can monitor and track your assets in real time. You can view device history, schedule tasks and monitor the machine via the cloud. This keeps you informed of any issues as and when they occur. Escalation thresholds can be configured, so depending on the nature of the fault, the relevant people are emailed. The monitoring system can also give daily reports via email notifications with programmable triggers.
If the machine starts operting in an unexpected way, an email is tiggered, sending messages to your maintenance and response teams We can use the system
These online diagnostics can be viewed 24/7 and the software can bring to your attention any faulty systems, sometime even before a breakdown happens.
Please contact us for a no-obligation dashboard trial.
We are pleased to offer turnkey solutions to our clients. Depending upon the client’s brief and the project scope we very often manage the full project, including mechanical engineering and electrical installation. We have select sub-contract companies with whom we work regularly. Alternatively, we will readily work with customer-nominated third parties.
Our project management skills and application experience are valuable assets in this discipline.
On any project the facilities that Optima Control Solutions Ltd. provide are:
Need more information? Browse various projects here. Our industry-specific pages also provide details about the control system projects we have completed over the years.


Optima are proud to maintain both our Siemens Drives and Motion and Factory Automation accreditations for 2024. Our Solution Partner status as Automation Drives verifies our status of application and system expertise, industry knowledge and project experience with Drives, IOT, Cloud and Edge Applications.
We implement tailor-made solutions with exceptional quality. Our partner accreditation forms part of Siemens’ commitment to their principle of “Ingenuity for life”. We use ingenuity and engineering skill to work on sustainable solutions for your automation tasks.
Siemens Solution Partners are the number one choice for the engineering, system integration and implementation of superior, tailored, future-oriented solutions. Under the Siemens Solution Partner Program, Optima join forces with Siemens by merging our application and industry knowledge with their product and systems expertise to deliver added value to our Customers.
This includes: Consistent, High Quality, State-of-the-Art solutions that increase plant productivity. Confidence that your current project will go well and will be easy to maintain because as a certified Solution Partner, we will use “Best Practices”. We have on-going training that demonstrates our expertise via a bi-annual certification exam which measures our engineers capabilities on both the theoretical and hands-on abilities with the system. Coordinated project planning, supplied with the software tools, training and premium hotline support for fast, smooth and highly efficient implementations of your projects.
Optima have been certified as an approved supplier to Schneider Electric and become part of the Avetta Consortium. Membership of Avetta is your guarantee of our quality, procedures and most important of all, safe working standards.
We look forward to working closely with Schneider Electric on upcoming major projects. This enhances our product and engineering services and complements our existing Siemens Automation and Motion Partner services.

Registration Certificate Avetta
Critical process industry can’t stop, so Optima have been back commissioning on-site for some time now to support our customers.
 For this major project, we have written the PLC and SCADA platform to control the whole process from start to finish. The application is written entirely in TIA Portal with a total of three WinCC SCADA platforms. We have used the latest cloud-based remote access technology so that most of the plant can now be commissioned remotely. Remote access using a combination of local Wi-Fi and High-Gain 4G antennas gives us a reliable and secure access to the PLC and SCADA system when it is required.
For this major project, we have written the PLC and SCADA platform to control the whole process from start to finish. The application is written entirely in TIA Portal with a total of three WinCC SCADA platforms. We have used the latest cloud-based remote access technology so that most of the plant can now be commissioned remotely. Remote access using a combination of local Wi-Fi and High-Gain 4G antennas gives us a reliable and secure access to the PLC and SCADA system when it is required.

This project is just one of many that Optima play a key role in. Whether your application is large or small, we have a capable engineering team that are able to provide you with as much engineering resource as you require.
March 2021

If you want to learn about Asynchronous and Synchronous AC machines, DC Motors, Generator and Motor principles it’s useful to be able to carry out practical work on them.
Step forward Optima who helped Blackpool & The Fylde College fulfil their requirements to have two new state-of-the art installed at their brand new training facility near Fleetwood
Challenges
There were a number of key challenges in the design. On Test Rig 1, the AC Motor would operate in two modes:
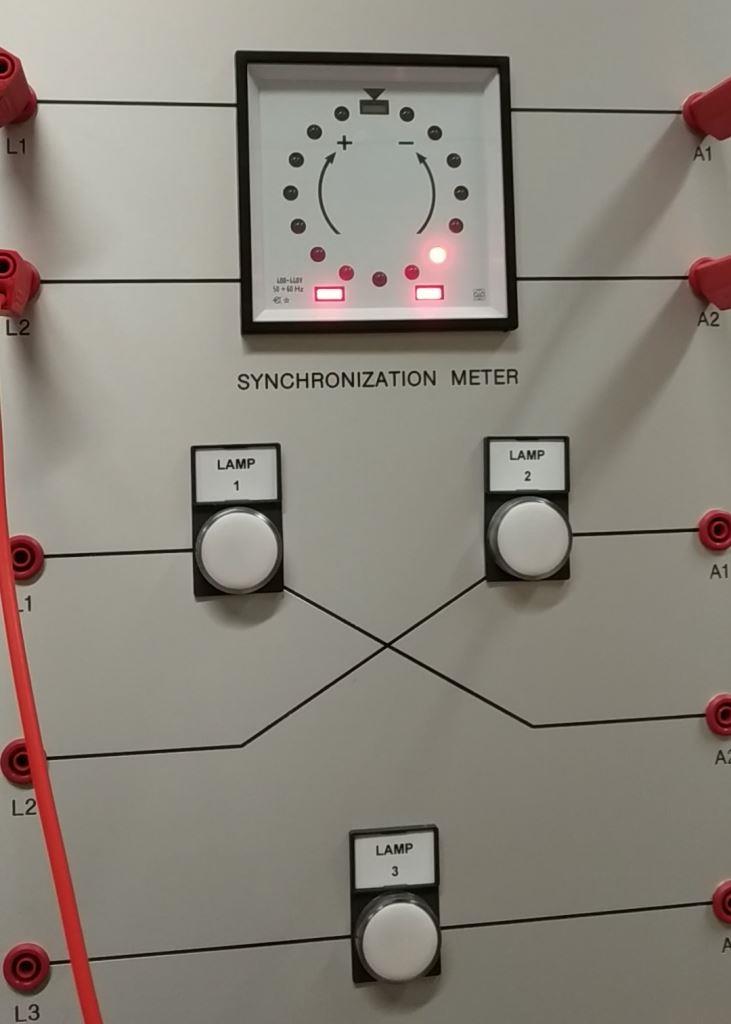
When acting as a generator, the AC motor would have to be synchronised to the mains supply before being “switched-in”. This is to simulate a real-world situation on-board ships where back-up generators may have to be manually switched-in.
Design
The panel design incorporated banana type sockets to facilitate the ease of connection of external measuring instruments such as power meters.
The panels incorporated a host of instrumentation to afford total visibility. These included:
Test Rig 2
Test Rig 2 incorporated the very latest Siemens PM250 Regenerative Power Module and a Soft Starter to the test rig AC Motor. The user has the option to switch between the two. A DC Motor acts either as a prime mover or generator giving ultimate flexibility in operation.

The incorporation of a regenerative AC solution brings the very latest in cutting-edge drive architecture to an educational establishment. There aren’t many drive manufacturers who can supply lower-power regenerative modules.
Overall, the test rig projects were a great success combining the College’s and Optima’s knowledge to product test rigs that will serve students well for many years to come.
Technology:
Videos:
See our Test Rigs in action here: